蘇州人人鼎模架有限公司帶你了解嘉興壓鑄模具模架定制加工相關信息,流道及排渣系統設計分流錐上面料餅的主流道要做到圓表面積的1/3以內。這樣防止冷料快速進入型腔前就封閉了分型面。分流錐上面主流道要做成“W”形狀,料餅厚度做到mm.一般主流道的長度做到mm,且單邊做°的出模。一般橫流道是拐彎,且做成2個臺階以上,防止冷料通過橫流道進入型腔,導致產品表面冷隔紋。一般能夠在橫流道進入產品出的澆口位置加2個緩沖器好了,這樣就完全把冷料擋在了型腔外面了。一般標準主流道下面的頂針料位都要做出模,且要包R2以上。主流道對面有凸出的芯子要避開,且主流道對面的渣包是先做垃圾,然后看情況再加開。渣包開球場的平面,半圓的截面形狀,且入水處與排氣槽都要隔開1/3好。渣包的入水處也要跳級。排氣槽要打折且要圓滑過渡,要遵循“1”的規則。為方便加工,直流道與產品相接處澆口要跳級,后加工時不容易掉肉。
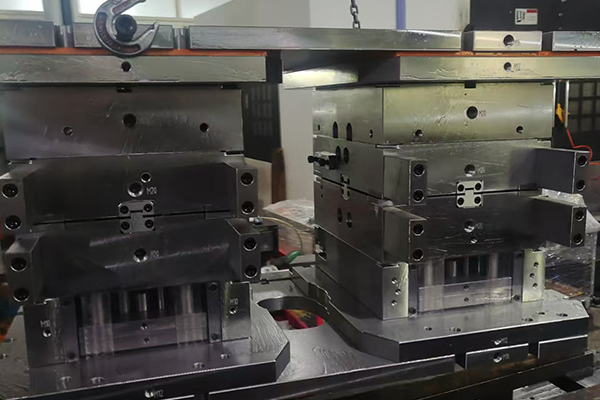
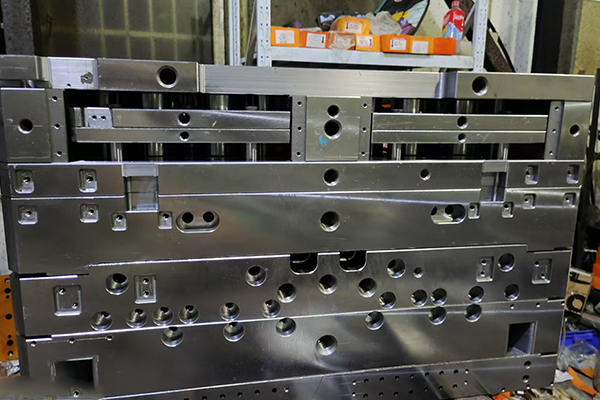
嘉興壓鑄模具模架定制加工,壓鑄腔壓鑄腔是鑄造工件所需形狀的實體部分,由上、下模板分別構成。壓鑄腔應滿足工件形狀、尺寸和鑄造工藝需要,其表面應平整光滑。流道系統流道系統是連接液態金屬與壓鑄腔的通道,主要包括入鑄口、流道、冷卻水道、噴孔和出鑄口等。上方是一個典型模架結構圖。右邊部份稱為上模,左邊部份稱為下模。注塑時,上下模會先結合,讓塑料于上下模塊成型部份成型。然后上下模會分開,并由以下模為主的頂出裝置將成品推出。上模(前模)配置為內模件成型部分或原身成型部分。流道部分〔含熱咀、熱流道(氣動部分)、普通流道〕。冷卻部分(運水孔)。下模(后模)配置為內模件成型部分或原身成型部分。推出裝置(成品推板、頂針、司筒針、斜頂等)。冷卻部分(運水孔)。固定裝置(撐頭、方鐵及針板導邊等)。
一體化壓鑄模架多少錢,模具管理隨著模具的增多,管理和維護變得愈加復雜。模具模架可以提供有效的管理方式,使模具的存放、管理和使用更加規范化和標準化。通過對模具進行分類、標識、編號等管理方式,方便了模具的查找和使用,提高了生產效率。生產流程優化在生產過程中,如果模具擺放混亂或者丟失,會影響生產計劃和進度,甚至導致生產工藝出現故障。而模具模架的使用可以優化生產流程,將模具整齊有序地存放,提高生產效率和質量穩定性。模架的結構設計也是影響模具整體性能的關鍵因素。合理的結構設計能夠優化模具的受力情況,減少應力集中和變形,確保模具在長時間使用過程中依然保持高精度和穩定性。此外,結構設計還需要考慮到模具的導向和定位等因素,以確保模具在合模、開模等過程中的順暢和準確。
標準沖壓模架生產,?壓鑄工藝的三大要素是壓鑄機、壓鑄模具和合金材料。壓鑄機壓鑄機是壓鑄工藝的核心設備之一,它將電機的電能通過馬達轉換為液壓能,從而驅動模具的動作。壓鑄機的主要功能包括打開和關閉模具,以及將熔化的金屬噴射進入模具型腔。壓鑄機有冷室壓鑄機和熱室壓鑄機兩種類型,分別適用于不同的工藝需求。壓鑄模具壓鑄模具是壓鑄工藝中不可或缺的部分,它決定了鑄件的外形和尺寸。模具通常由高強度的合金材料制成,能夠在高壓和高溫下保持穩定。模具的設計和制造質量直接影響鑄件的質量和生產效率。的模具能夠生產出外觀和內在質量良好的鑄件,滿足設計和使用要求。
鑄鐵壓鑄模具多少錢,壓鑄模作為一種重要的金屬成型工具,在各行各業都有廣泛的應用。從機械制造到汽車、航空、電子、軌道交通等各個領域,壓鑄模通過制造高精度、高強度的金屬零件,對推動行業的技術進步和發展起到了重要的作用。不同的使用場景和材料選擇,需要根據實際情況進行考慮和選擇。插頭的作用插頭是通過通電加熱的方式將壓鑄模具加熱到所需的溫度,以便在壓鑄生產中達到更好的成型效果。模具加熱是壓鑄成型中非常重要的一個環節,它可以縮短生產周期,增加生產效率,提高產品質量。插頭加熱模架的方式通常是采用直接加熱的方式,即插針直接插入到模架上的孔中,通過插頭本身的發熱,將模架加熱至所需溫度。此外,插頭還可以作為壓鑄模架上的一種定位裝置,使模架與插頭相對應,固定在模架上。