產(chǎn)品介紹
中心送粉激光熔覆技術(shù)是基于旁軸送粉技術(shù)和同軸送粉技術(shù)二者基礎(chǔ)上研發(fā)的新型送粉技術(shù)。該技術(shù)目前主要應(yīng)用于高速激光熔覆技術(shù)中,使得高速激光熔覆技術(shù)更夠發(fā)揮其技術(shù)優(yōu)勢(shì)。
下面就中心送粉激光熔覆技術(shù)和其他幾種送粉方式有什么不同,國(guó)盛激光小編就來(lái)介紹一下:
1、 金屬粉末利用率可達(dá)90%
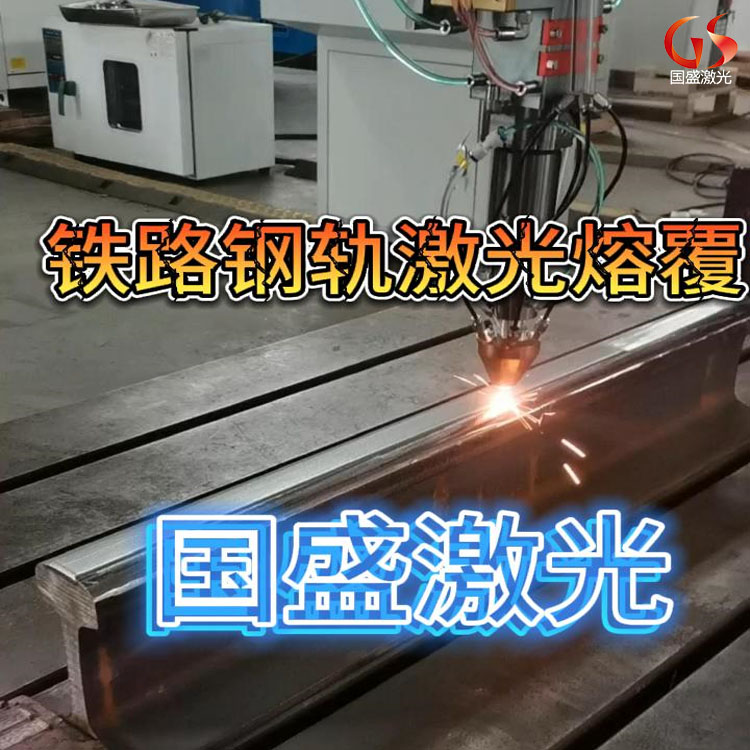
相對(duì)于同軸氣動(dòng)送粉,中心送粉的特點(diǎn)是粉末為單一粉流,不存在不同方向粉流的相互撞擊散射。另外,在垂直向下熔覆加工時(shí),可以使用較低的送粉氣壓,這樣,一方面粉流速度相對(duì)較慢,粉末與激光的作用時(shí)間長(zhǎng),更易于粉末在熔池上空的熔化。另一方面,較低的粉流速度,也減少粉流與基體之間的彈射。實(shí)際應(yīng)用表明,中心送粉高速熔覆熔覆過(guò)程飛濺明顯減小,粉末利用率大大提高。
2、 光路穩(wěn)定性高,可長(zhǎng)時(shí)間出光
相比較,同軸送粉激光熔覆技術(shù)和旁軸送粉激光熔覆技術(shù)的激光束直接照射熔池,熔池表面非常光滑,具有很高的激光反射率,因此這兩種激光熔覆技術(shù)的光路系統(tǒng)受激光熔池?zé)彷椛溆绊懘螅L(zhǎng)時(shí)間出光穩(wěn)定性差。而中心送粉設(shè)計(jì)一般激光束沿周邊有傾斜角度的輸出至熔池中,出光口分散多個(gè)光口較小,且和熔池有的角度,避免受激光作用區(qū)的直接熱輻射,光學(xué)系統(tǒng)更安全。同樣的中心送粉金屬粉飛濺較小,再者光路有的傾斜角度,受飛濺影響非常小。
3、 熔覆效率高( - ㎡/h)
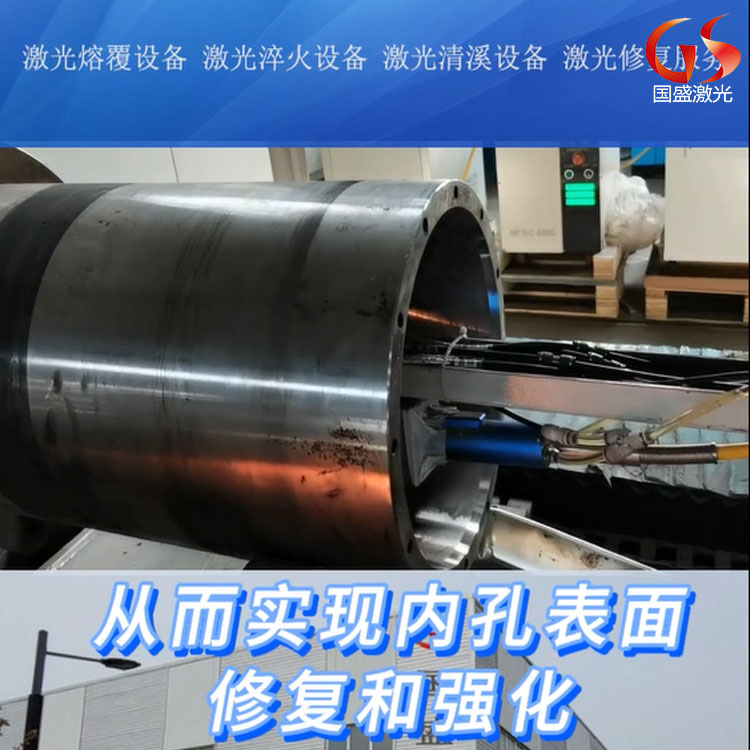
中心送粉技術(shù)粉末利用率高,激光能量利用充足,可實(shí)現(xiàn)非常高的熔覆效率(單邊 - mm厚度時(shí),熔覆效率可達(dá) - ㎡/h)。熔覆層稀釋率低。超高速激光熔覆技術(shù)由于較高的熔覆線速度,熔池的存在時(shí)間非常短,因此其熔覆層的稀釋率很低。超高速激光熔覆技術(shù)還具有熔覆層粗糙度好、抗裂性好以及工件變形小等特點(diǎn)。超高速激光熔覆技術(shù)制備的熔覆層較薄,非常適合新品零件表面的預(yù)保護(hù)涂層制備。
4、中心送粉相對(duì)于同軸氣動(dòng)送粉的優(yōu)點(diǎn)
相對(duì)于同軸氣動(dòng)送粉,中心送粉的特點(diǎn)是粉末為單一粉流,不存在不同方向粉流的相互撞擊散射。另外,在垂直向下熔覆加工時(shí),可以使用較低的送粉氣壓,這樣,一方面粉流速度相對(duì)較慢,粉末與激光的作用時(shí)間長(zhǎng),更易于粉末在熔池上空的熔化。另一方面,較低的粉流速度,也減少粉流與基體之間的彈射。實(shí)際應(yīng)用表明,中心送粉高速熔覆熔覆過(guò)程飛濺明顯減小,火花相當(dāng)輕柔,粉末利用率大大提高。