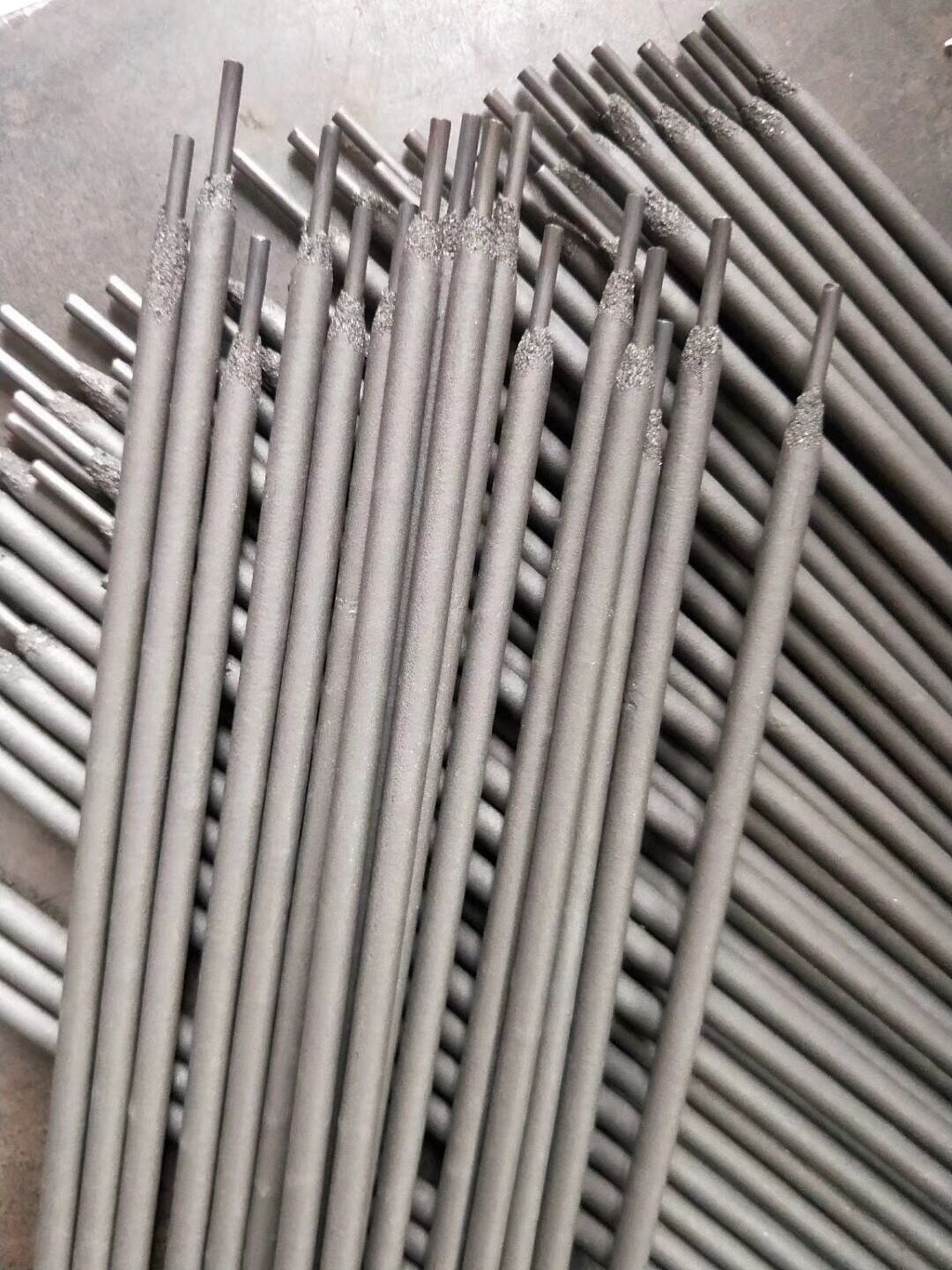
產品介紹
下料襯板用HF-1000耐磨焊條 JIS(HF-800K) 用于堆焊切割、刮擦、傳送等器具及要求耐嚴重磨料磨損的場合,如挖泥機葉片、螺旋推進器等。相當于JIS HF-1000焊條。
D618高鉻合金鑄鐵耐磨焊條
D618是石墨型藥皮的堆焊焊條,可交直流兩用,堆焊層具有優良的抗泥砂、抗汽蝕能力。用于堆焊隨受沖擊負荷,但要求具有良好的抗磨料磨損的耐磨件。
用途:可用于常溫及中溫耐泥砂、汽蝕等條件下的零件堆焊,如泥漿泵、螺旋推進器等表面堆焊。
堆焊層硬度:HRC≥58(焊態空冷).
注意事項:
1焊前焊條須經300℃左右烘焙1小時。2.根據被焊工件材質與剛度的不同,采取相應的預熱溫度及焊接工藝措施。
D628高碳高鉻鑄鐵堆焊焊條
D628是石墨型藥皮的抗磨粒磨損高碳高鉻鑄鐵堆焊焊條。堆焊層為高碳高鉻鑄鐵型鉨散碳化物相,堆焊層硬度高,但較脆,受壓力和沖擊性載荷的能力較低,為了不影響抗磨粒磨損性能,應盡可能采用較小的電流,以利于堆焊層硬相結晶的排列方向。
用途:用于堆焊承受較輕微的沖擊載荷,但要求具有良好的抗磨里磨損性能的耐磨表面,如錘擊式磨煤機錘頭、風扇式磨煤機沖擊板等。
堆焊金屬化學成分(%)
C
Cr
Mo
V
3~5
20~35
4~6
≤1
堆焊層硬度:HRC≥60
參考電流:
焊條直徑(mm)
焊接電流(A)
90~120
150~180
180~220
注意事項:1、焊前焊條須經200℃左右烘焙1h。