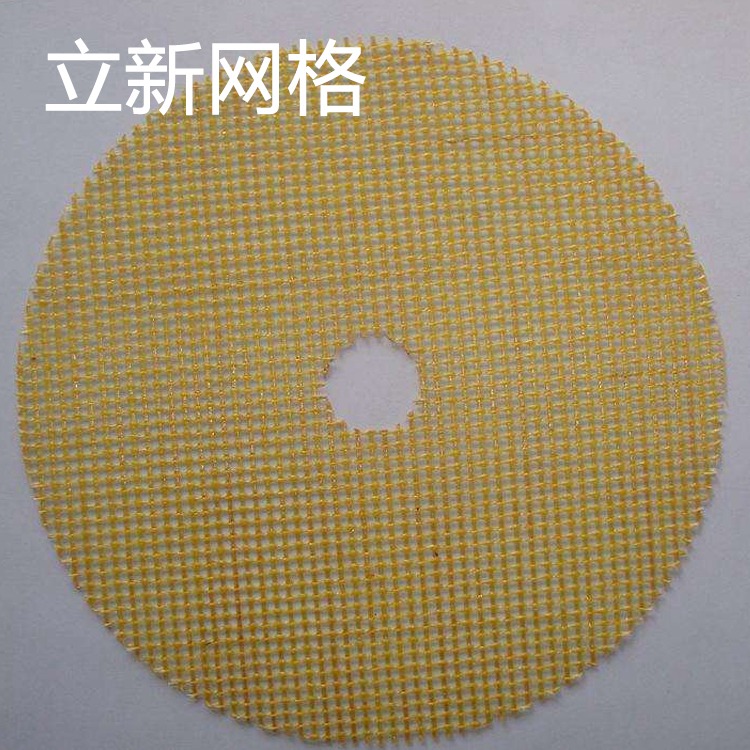
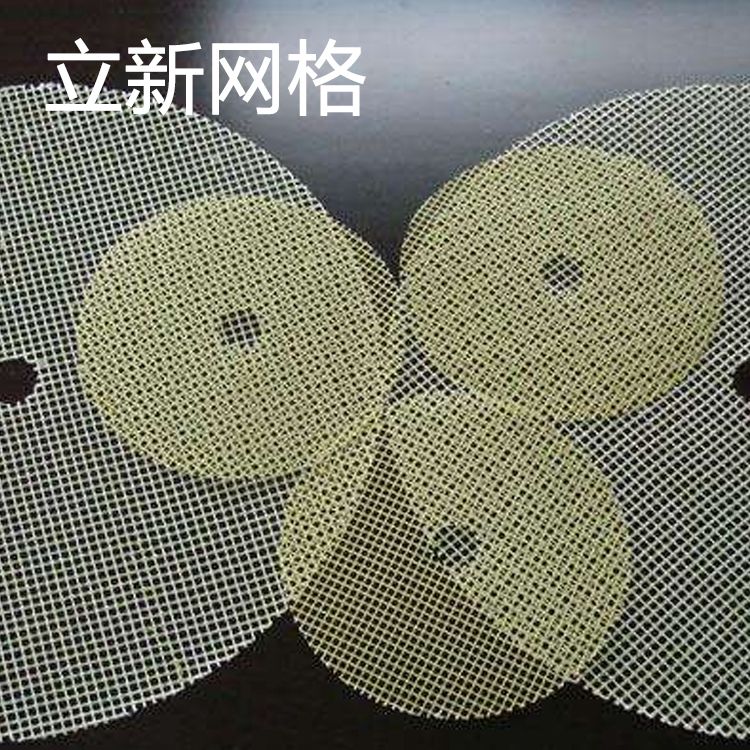
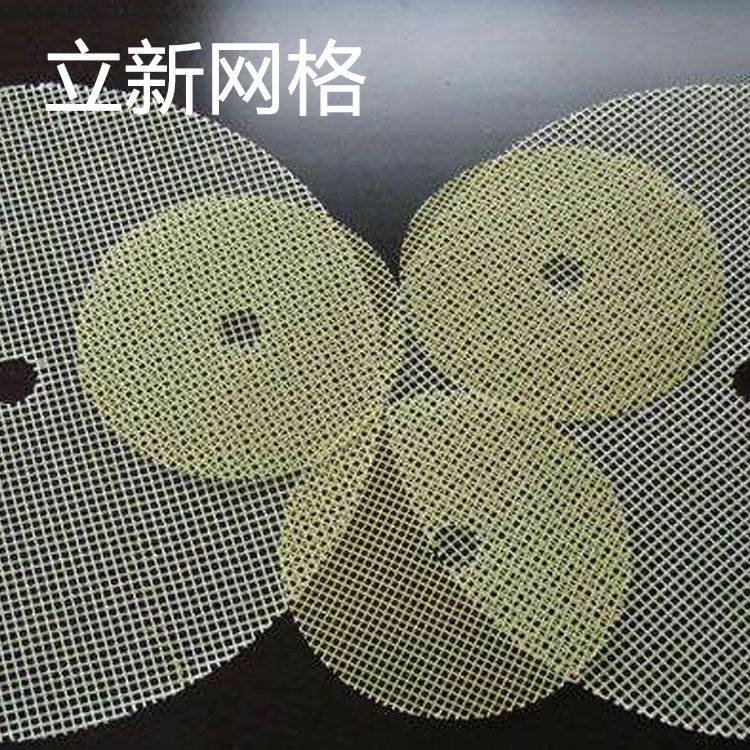
莒南立新網布廠專業供應百葉輪基體
多方位發展的莒南縣立新網布廠主營百葉輪基體,集研發、生產、銷售于一體。自成立以來,就具備良好的方案設計、項目策劃能力,提供流程規范化整體方案解決服務,在印刷機械專用配件行業領域保持較高地位。公司以良好的信譽、優異的產品等雄厚的綜合實力享譽山東;江蘇;河北;廣東;浙江各地,產品也深得用戶信賴。
細長軸通常指長度與直徑之比大于12的工件。其加工難度較大,主要是其加工剛性很差,磨削時,因磨削力和工件自重的作用,易在橫向產生彎曲變形,磨出的工件呈現腰鼓形;磨削時易振動出現縱向振痕;此外,中心孔稍有偏差,工件就會產生橢圓形,兩連線與縱向行程稍不平行就會產生錐形等。傳統的方法是使用中心架,但調整很不方便,現行的仿形法和成形法對單件、小批生產又不經濟。本文介紹凹形砂輪磨削法和趕刀磨削及多刃磨削法以解決上述的問題。
1 、凹形砂輪磨削法:精密細長軸,磨削時將砂輪修整成凹形并用特殊的小彈性,這樣,可減少砂輪與工件的接觸面積,又因砂輪整體寬度不變,可減少細長軸在旋轉中產生的自激振動。
2、 趕刀磨削和多刃磨削法:
將砂輪修成階梯狀,因精度較高,一般分2~3級;又因要求表面粗糙度值較低,階梯深度一般取最小深度為 ~ ,且最后一個階梯應寬一些,見圖3。總之,因多刃磨削,可增大磨削量,提高生產率,又因相對減少了砂輪寬度,從而減少了磨削壓力,保證了工件質量。
3 、注意事項:為了地利用上述兩種方法,磨削精度要求較高的細長軸還需注意下述事項:
1) 不宜使用單爪撥盤 因為單爪撥盤在傳動中傳動力與切削力方向有時相同,有時相反,易造成工件圓柱度超差,故可采用雙爪撥盤平衡傳動力,以消除該項誤差。
2) 橫向進給量 工作臺每往復一次的橫向進給應小于或接近于砂輪最小階梯寬,必須指出,磨削用量與零件材料和砂輪材料有關,在確定磨削用量時要加以考慮。
3) 轉速 轉速應選擇低一些,這是為了減少細長軸旋轉而產生的振動。此外,工作臺縱向速度較大,可將一部分切削力轉化為軸向力,從而減小徑向力。
4) 消除工件殘余應力 精磨前要經過校直和消除應力處理,減少工件彎曲應力。
5) 工件磨好后要吊直 為了保證細長軸的加工精度,工件要垂吊,否則會因為工件本身的自重而使其產生彎曲。另外,工件裝夾在兩上的時間不能過長,特別是磨削將要結束時工件余量已經很少,易因工件彎曲而報廢。
以嚴格的質量標準控制,滿足顧客對產品實物質量的期望和要求。規范化的質量管理滲透于每一個生產環節,完善的售后服務解除了每個用戶的后顧之憂。莒南縣立新網布廠出售的百葉輪基體質量有保障,對于售出的百葉輪基體,我們會在隔天內發貨,并提供24小時在線咨詢的售后服務。
莒南立新網布廠經過多年努力經營,如今已經發展成為一家擁有國際生產經營水準公司。公司大規模生產百葉輪基體,產品的庫存充足,服務于山東地區。勇于創新、持續改善是企業文化的精髓。我們始終堅持“誠信合作制作,品質經營”的創業理念,為廣大客戶供應好的產品。
莒南縣立新網布廠的發展離不開社會各界的關心與支持。回顧過去,展望未來,莒南立新網布廠將不斷努力為需求者提供好的百葉輪基體。公司實施專業化、集約化的經營策略,發揮公司各方面的優勢,專注發展機械五金產業。憑借多年經驗,整合的解決方案,最終提升客戶價值,實現雙贏。我們愿與您攜手合作,共創美好明天。歡迎各界朋友蒞臨指導!地址臨沂市莒南縣大店鎮莊家灘井村。
歡迎廣大新老客戶蒞臨莒南縣立新網布廠洽談合作,我們有百葉輪基體,河北砂輪網片廠家電話,玻璃纖維網片哪家好等信息你來詢